- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

لیزر کاٹنے والے کاربن اسٹیل: مشترکہ چیلنجوں اور حلوں سے نمٹنے کے
2025-02-20
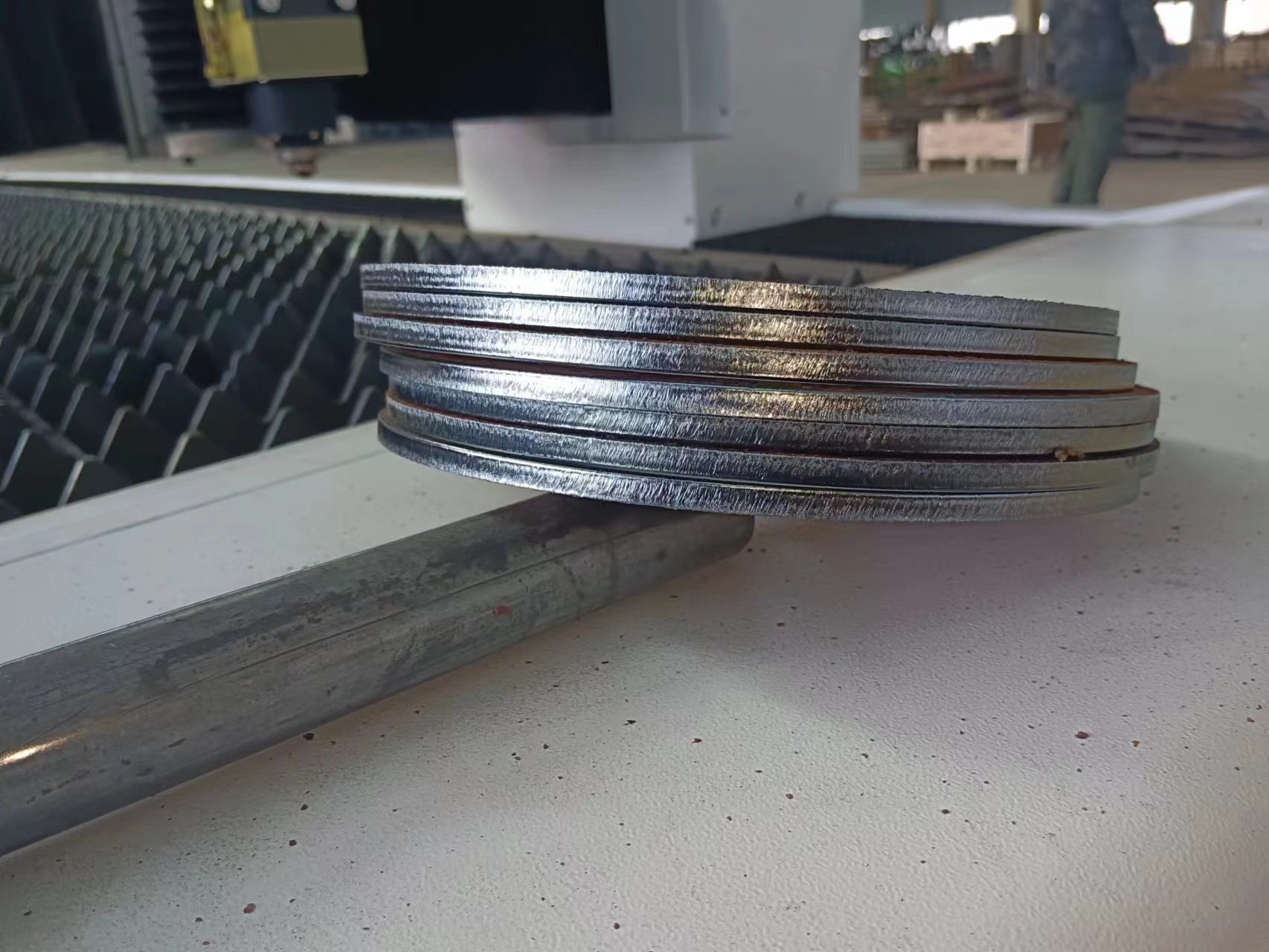
1. سٹرائشنز ، کھردری سطح ، اور نچلے حصے میں ڈراس
وجوہات:
ضرورت سے زیادہ گیس کا دباؤ: اعلی گیس کا دباؤ کاٹنے کے معیار کو متاثر کرسکتا ہے ، جس کی وجہ سے کسی نہ کسی سطح کی سطح اور یہاں تک کہ ڈراس تشکیل بھی ہوتا ہے۔
سست کاٹنے کی رفتار: ایک سست کاٹنے کی رفتار لیزر بیم کو دھات کی سطح کے ساتھ بہت لمبے عرصے تک رابطے میں رہنے کا سبب بنتی ہے ، جس کے نتیجے میں کاٹنے والے علاقے میں گرمی کی ضرورت سے زیادہ حراستی ہوتی ہے اور نچلے حصے میں ڈراس فارمیشن ہوتا ہے۔
بہت زیادہ فوکس: ایک نامناسب مقرر کردہ اعلی فوکس پوائنٹ لیزر توانائی کی ناہموار تقسیم کا سبب بنتا ہے ، جس کے نتیجے میں کسی نہ کسی سطح کی سطح اور نچلے حصے میں ڈس جمع ہوجاتا ہے۔
حل:
گیس کے دباؤ کو کم کریں: ضرورت سے زیادہ دباؤ کو روکنے کے لئے گیس کے دباؤ کو ایڈجسٹ کریں جو کسی حد تک سطحوں کا باعث بن سکتا ہے۔
کاٹنے کی رفتار میں اضافہ: لیزر بیم کو یقینی بنانے کے لئے کاٹنے کی رفتار میں اضافہ کریں ، جس سے زیادہ گرمی کو روکا جائے ، جس سے زیادہ گرمی کو روکا جاسکے۔
فوکس پوائنٹ کو کم کریں: لیزر توانائی کو زیادہ سے زیادہ کاٹنے والے مقام پر مرکوز کرنے ، گرمی سے متاثرہ زون کو کم سے کم کرنے اور کاٹنے کے معیار کو بہتر بنانے کے لئے فوکس پوائنٹ کو کم کریں۔

2. جلائے ہوئے کناروں اور زرد
وجوہات:
بہت زیادہ فوکس: جب فوکس پوائنٹ بہت زیادہ ہوتا ہے تو ، لیزر توانائی سطح پر مرکوز ہوتی ہے ، جس کی وجہ سے زیادہ گرمی ہوتی ہے اور جلتے ہوئے کناروں اور زرد کا سبب بنتا ہے۔
ضرورت سے زیادہ گیس کا دباؤ: اعلی گیس کا دباؤ لیزر بیم کو غلط زاویہ پر مواد کو مارنے کا سبب بن سکتا ہے ، جس کے نتیجے میں زیادہ گرمی یا آکسیکرن ہوتا ہے ، جس کی وجہ سے زرد ہوتا ہے۔
ضرورت سے زیادہ لیزر پاور: اعلی لیزر طاقت مادے کی سطح کو ضرورت سے زیادہ گرم کرسکتی ہے ، جس سے جلنے یا رنگین ہونے کا سبب بنتا ہے۔
حل:
فوکس پوائنٹ کو کم کریں: لیزر انرجی کو یقینی بنانے کے لئے فوکس کو ایڈجسٹ کریں ، جس سے زیادہ گرمی کو روکتا ہے ، کاٹنے والے مقام پر خاص طور پر مرکوز ہے۔
گیس کے دباؤ کو کم کریں: گیس کے دباؤ کو کم کرنے سے ضرورت سے زیادہ ہوا کے بہاؤ سے بچنے میں مدد مل سکتی ہے جو کاٹنے کے عمل کو پریشان کرتا ہے اور آکسیکرن کو کم کرتا ہے۔
نوزل قطر کو کم کریں: نوزل قطر کو کم کرکے ، گیس کا بہاؤ مرتکز ہوتا ہے ، جو گرمی کی بازی کو روکنے میں مدد کرتا ہے اور جلے ہوئے کناروں کی موجودگی کو کم کرتا ہے۔
لیزر پاور کو کم کریں: مادے کی سطح کی ضرورت سے زیادہ حرارت سے بچنے کے لئے لیزر طاقت کو کم کریں ، جلائے ہوئے کناروں یا زرد ہونے کے خطرے کو کم کریں۔

3. اوپر میں اچھ quirely ا کاٹنے کا معیار ، نیچے کی طرف ڈراس
وجوہات:
بہت زیادہ فوکس: ایک اعلی فوکس پوائنٹ لیزر بیم کی ناکافی دخول کا باعث بنتا ہے ، جس کے نتیجے میں نیچے سے ناپاک کٹ اور ڈراس تشکیل ہوتا ہے۔
کم گیس کا دباؤ: ناکافی گیس کا دباؤ پگھلے ہوئے سلیگ کو مؤثر طریقے سے دور کرنے میں ناکام رہتا ہے ، جس کی وجہ سے نچلے حصے میں ڈراس ہوتا ہے۔
تیز رفتار کاٹنے کی رفتار بہت تیز ہے: لیزر بیم میں تیز رفتار کاٹنے کی رفتار کے نتیجے میں مواد پر بہت کم وقت خرچ ہوتا ہے ، جس سے گرمی کی کافی درخواست کو روکا جاتا ہے ، جس سے نچلے حصے میں نامکمل پگھل جاتا ہے اور ڈراس تشکیل ہوتا ہے۔
حل:
کاٹنے کی رفتار کو کم کریں: لیزر بیم کو طویل عرصے تک مواد پر رہنے کی اجازت دینے کے لئے کاٹنے کی رفتار کو کم کریں ، جس سے کافی سلیگ ہٹانے کو یقینی بنایا جاسکے۔
فوکس پوائنٹ کو کم کریں: اس بات کو یقینی بنانے کے لئے فوکس کو ایڈجسٹ کریں کہ لیزر بیم زیادہ مؤثر طریقے سے مواد میں داخل ہوتا ہے اور نچلے حصے میں کاٹنے کے معیار کو بہتر بناتا ہے۔
گیس کے دباؤ میں اضافہ کریں: پگھلے ہوئے سلیگ کو نکالنے میں مدد کے لئے گیس کے دباؤ میں اضافہ کریں ، جس سے نچلے حصے میں اس کے جمع کو روکا جائے۔
کاربن اسٹیل کی لیزر کاٹنے کے دوران پیش آنے والے عام مسائل کو عام طور پر کاٹنے کے پیرامیٹرز جیسے گیس پریشر ، فوکس پوائنٹ ، اور کاٹنے کی رفتار کے ساتھ ساتھ سامان کی تشکیل کو بہتر بنانے کے ذریعہ حل کیا جاسکتا ہے۔ ان پیرامیٹرز کو ٹھیک ٹون کرنے سے ، معیار کو کاٹنے میں اضافہ کیا جاسکتا ہے ، سطح کے نقائص کو کم سے کم کیا جاسکتا ہے ، اور مجموعی طور پر پیداوار کی کارکردگی میں بہتری لائی جاسکتی ہے۔ لیزر کاٹنے میں مصروف کمپنیوں کو زیادہ سے زیادہ کاٹنے کے نتائج کو حاصل کرنے کے لئے مواد کی خصوصیات اور عمل کی مخصوص ضروریات کی بنیاد پر مناسب ترتیبات کا انتخاب کرنا چاہئے۔
لیزر کاٹنے والی ٹکنالوجی کے بارے میں یا مخصوص مسائل کو حل کرنے کے بارے میں مزید معلومات کے ل please ، براہ کرم ہماری ٹیکنیکل سپورٹ ٹیم سے رابطہ کریں۔ ہم آپ کو بہترین مدد فراہم کرنے کے لئے پرعزم ہیں۔
رابطے کی معلومات:
ہواوے لیزر
ای میل: huaweilaser2017@163.com
ویب سائٹ: www.huawei-laser.com